
Innovation & technology
Pressure Swing Adsorption Technology and System
PSA technology enables autonomous on-site production of high-purity gases through pressure swing adsorption, reducing dependence on external suppliers and improving operational continuity for healthcare and industrial facilities.
Pressure Swing Adsorption (PSA) Technology – smart turnkey solutions that ensure autonomy, superior certified purification, performance, and reliable results.
What is PSA?
PSA is a technology used to separate gases present in a mixture, taking advantage of the ability of certain materials (adsorbents) to selectively retain one type of gas when pressure increases.
It is widely used to produce medical and industrial oxygen, nitrogen, and medical air, as well as to purify other industrial gases such as carbon dioxide.
It is widely used to produce medical and industrial oxygen, nitrogen, and medical air, as well as to purify other industrial gases such as carbon dioxide.
How does it work?
1 - Compressing the air/gas: the gas mixture is compressed and sent into a vessel filled with adsorbent material (zeolites, activated carbon, molecular sieves).
2 - Adsorption (high pressure): under high pressure, the adsorbent captures the unwanted gas; the desired gas, such as oxygen, passes through freely and is collected at high purity.
2 - Adsorption (high pressure): under high pressure, the adsorbent captures the unwanted gas; the desired gas, such as oxygen, passes through freely and is collected at high purity.
What is it used for?

Production of medical oxygen (99% purity);
Production of nitrogen for industry (99% purity);
Hydrogen purification;
CO2 separation in industrial processes;
Breathable air for hospitals and laboratories;
On-site, non-stop gas production at scale (24/7).
Production of nitrogen for industry (99% purity);
Hydrogen purification;
CO2 separation in industrial processes;
Breathable air for hospitals and laboratories;
On-site, non-stop gas production at scale (24/7).
Operating Principle
The PSA system operates in rapid high-pressure / low-pressure cycles:
Adsorption: the compressed gas mixture passes through an adsorbent bed; the adsorbent retains unwanted gases; the desired gas exits purified.
Depressurization (desorption): pressure is reduced; the bed releases the adsorbed gas.
Regeneration: the adsorbent is cleaned and ready for a new cycle.
Adsorption: the compressed gas mixture passes through an adsorbent bed; the adsorbent retains unwanted gases; the desired gas exits purified.
Depressurization (desorption): pressure is reduced; the bed releases the adsorbed gas.
Regeneration: the adsorbent is cleaned and ready for a new cycle.

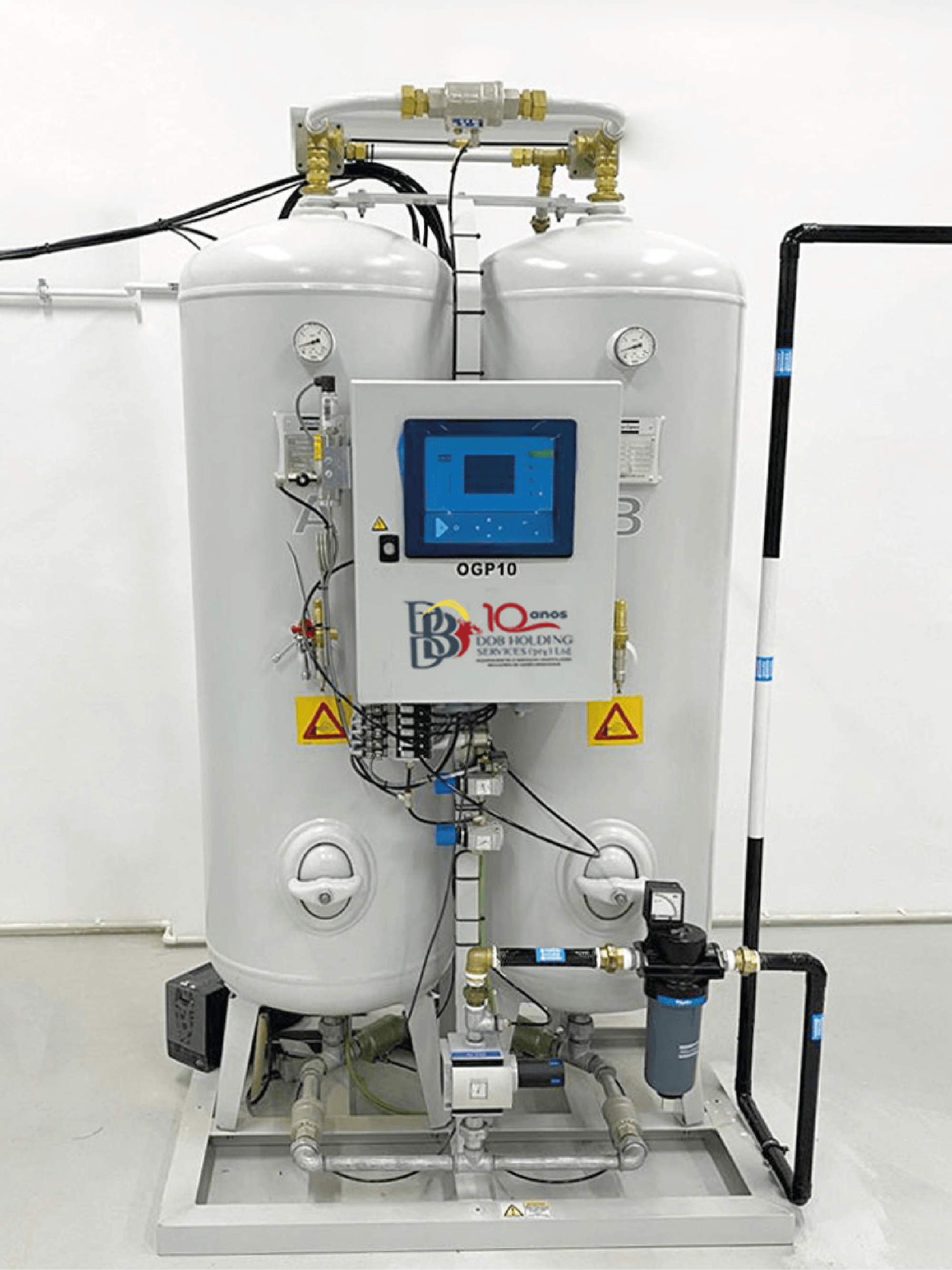
Main Components
- Air compressor;
- Particle and oil filters;
- Air dryer;
- PSA columns with molecular sieves (zeolite, activated carbon);
- Automatic pneumatic valves;
- Buffer tank;
- Control panel + PLC;
- Safety system (pressure switches, relief valves).
Custom development
Need a technology solution tailored to your industrial or hospital reality?
Talk to an engineer